
Cast iron production is a demanding environment for traceability. Identification may be applied cleanly at the start of the line, but after molten metal pouring, cooling shrinkage, shot blasting, thermal cycles, and coating, conventional marks often degrade or become inconsistent for reliable machine reading.
This was the challenge Eku Brakes faced in brake disc manufacturing. The operation required a method to keep each part uniquely identifiable from the first physical step—green sand molding—without labels, manual intervention, or a mark that only survives early-stage processing. When identification is lost, part history becomes difficult to verify: linking a disc to its originating mold, associating the correct process parameters, pinpointing defect sources, and isolating suspect parts quickly.
Eku Brakes’ objective was clear: preserve a stable, item-level identity through casting and post-processing so production data remained continuously and accurately tied to the correct part.
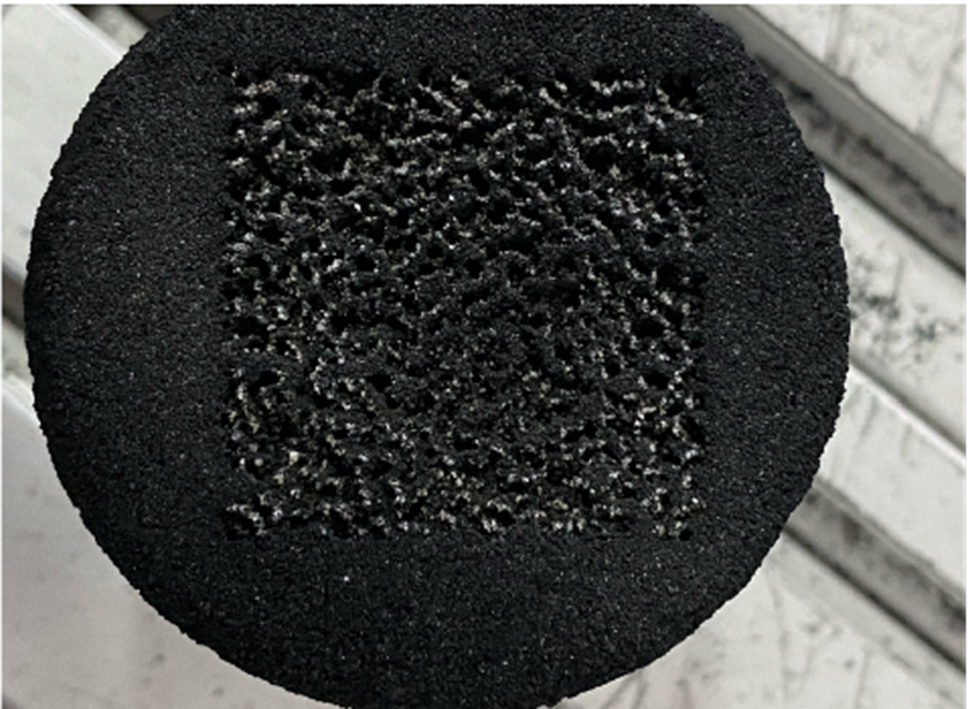
Laser-marked CDOT Code on a green sand sample, demonstrating stable code formation on sand prior to casting. (Image by Cosmodot)
Part 1
Eku Brakes solved the problem by assigning each sand mold a unique CDOT Code and engraving it directly onto the green sand surface using standard laser marking equipment. Rather than treating the mold as temporary tooling, the mold served as the starting point of the part’s digital identity.
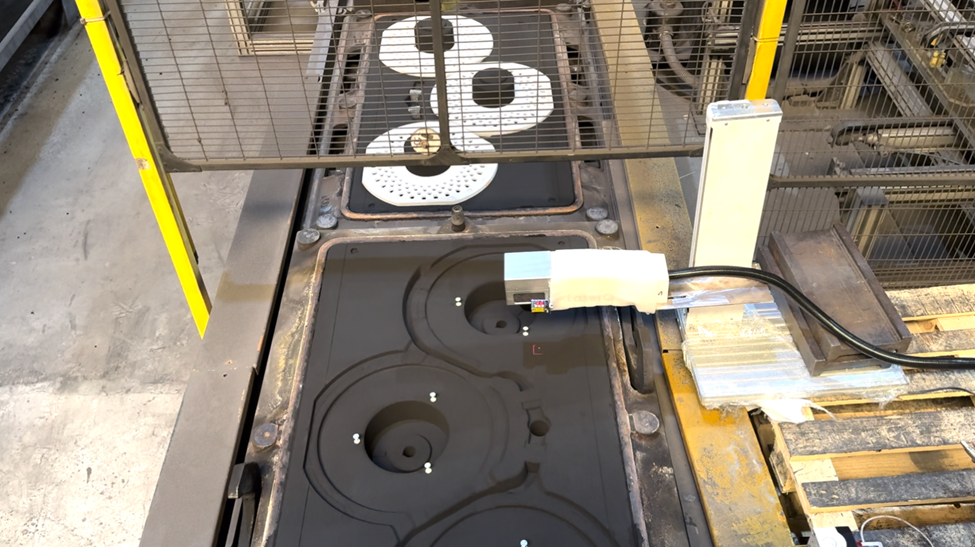
Serial laser marking setup applying unique CDOT Codes on green sand molds in-line, supporting stable cycle-time traceability at the molding stage. (Image by Cosmodot)
The marking strategy focused on the requirements of a sand surface: consistent code formation, cycle-time compatibility, and reliable transfer into metal. Laser parameters were tuned to produce a CDOT mark that remained readable on the mold and transferred cleanly during pouring. Once line timing was synchronized, unique codes were applied in a stable serial flow aligned with production timing and shift output.
The critical test followed where conventional identification methods typically fail: molten iron was poured at approximately 1400°C / 2552°F into the CDOT-marked sand molds. The objective was not for the sand mark to withstand heat, but for the CDOT Code to transfer onto the disc surface during casting and remain readable after cooling, contraction, and mold separation.
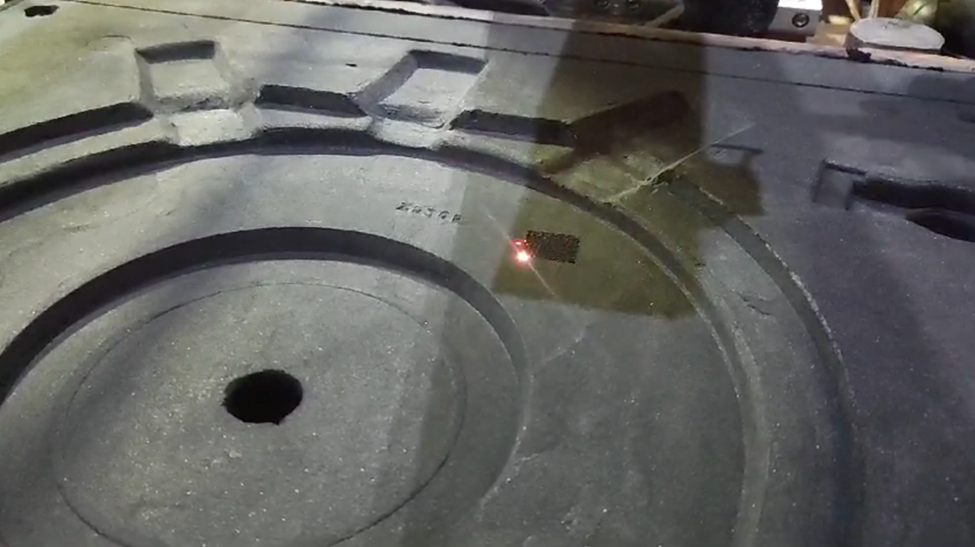
Close-up of laser marking a CDOT Code directly onto a green sand mold surface prior to casting. (Image by Cosmodot)
As a result, the codes transferred onto the cast surface and remained readable as the discs moved through subsequent stages.
Part 2
With the CDOT Code physically present on the disc, Eku Brakes maintained part identity through the most demanding stages—shot blasting, heat treatment, machining/finishing, and coating. The practical benefit went beyond basic readability: discs could be verified at multiple checkpoints without adding special-purpose infrastructure or disrupting production flow.
Verification reads were performed using the CDOT mobile application across multiple attempts—at different angles and distances, and on surfaces showing typical casting variation. The code remained stable. Critically, identity continuity was strong enough to keep process information reliably linked to the correct disc as it moved through production.

Combined negative and positive green sand molds move forward on the line, with CDOT Codes marked on the mold surface prior to pouring. (Image by Cosmodot)
This enabled the operational outcome Eku Brakes was targeting: true part-level traceability that supports faster containment and more accurate root-cause analysis. When an issue occurs, affected parts can be isolated precisely, traced back to the originating mold and casting window, and compared against process conditions without relying on batch-level assumptions or manual logs.

CDOT Code transfer from the sand mold to the brake disc during molten metal pouring. (Image by Cosmodot)
Prior to CDOT Code, conventional approaches were evaluated but consistently fell short—either because marks appeared visible yet were not stable for machine reading, or because codes were not truly unique at the individual-part level in a high-noise casting environment.
As Eku Brakes’ engineering team noted, Data Matrix was tested first, but it did not deliver stable machine readability under real production conditions. After multiple unsuccessful trials with alternative methods, CDOT Code provided a unique identifier per sand mold that transferred to the cast part and remained readable after casting—achieving consistent, accurate reads across the produced parts.

Reading transferred unique CDOT Codes on distinct brake disc surfaces using a mobile device. (Image by Cosmodot)
Conclusion
By marking unique CDOT Codes directly onto green sand molds and carrying that identity into the cast iron discs, Eku Brakes created a traceability flow that doesn’t collapse under heat, abrasion, or surface change.
Instead of treating identification as something you add at the end, they anchored it at the beginning—when the part is “born”—and kept that identity usable through the processes that usually destroy conventional codes. The result is straightforward but powerful: clearer visibility across production, stronger defect tracking, and a traceability foundation that supports real process optimization rather than just recordkeeping.

About Cosmodot
Cosmodot developed CDOT code, a new code symbology built specifically for direct part marking. It stands out for being survivable, high in data capacity, and reusable, so the same permanent ID can be read reliably even when parts go through harsh production steps or challenging surface changes.
Cosmodot addresses a critical market need for durable part-level identification in environments where conventional codes fail. By helping manufacturers maintain part identity in harsh production settings, Cosmodot improves process continuity, strengthens traceability, and supports high-impact productivity gains across industries including home appliances, automotive, aerospace, defense, iron and steel, casting, forging, electronics, and semiconductors. Learn more about the CDOT Code here.
For additional information on CDOT demos, project implementations, and pricing, contact info@thecosmodot.com.
Mete Kayalar is the Co-Founder and Chief Technology Officer of Cosmodot and the principal inventor of the CDOT AI Code, an AI-powered industrial identity system that makes physical parts readable through the world’s harshest manufacturing environments. With more than 25 years of experience in enterprise software, IoT infrastructure, ERP systems, and AI-driven industrial platforms, including prior leadership experience at Oracle, he has built his career around one central challenge: turning physical operations into reliable, structured, and actionable digital intelligence. His earlier patented work in handwriting digitalization and smart pen technologies reflects the same innovation path, converting physical information into usable digital data. At Cosmodot, his technical vision enables manufacturers to preserve a part’s identity from its earliest production stage through heat, abrasion, coating, casting, forging, and other extreme processes. His work gives industrial parts a persistent digital identity, supporting part-level traceability, production intelligence, digital twin readiness, and industrial AI at scale.


